My mill is a Weiss VM25L. Very similar I think.paddler wrote:William, I think what may be happening is that your work-holding approach is bending the reamer.
Specifically, the center support, in order to provide sufficient lateral support, is being tightened to
the point that it pushes the center of the reamer upwards before the slot is cut. In your last picture
it is clear that there is no opposing force to prevent this bending. And since the resistance to lateral
movement in your approach is achieved only via friction between the brass plate and your mill table,
that central support must be pushing up quite hard on the center of the unsupported reamer blank.
Oh, and my milling machine is a Grizzly G0704.
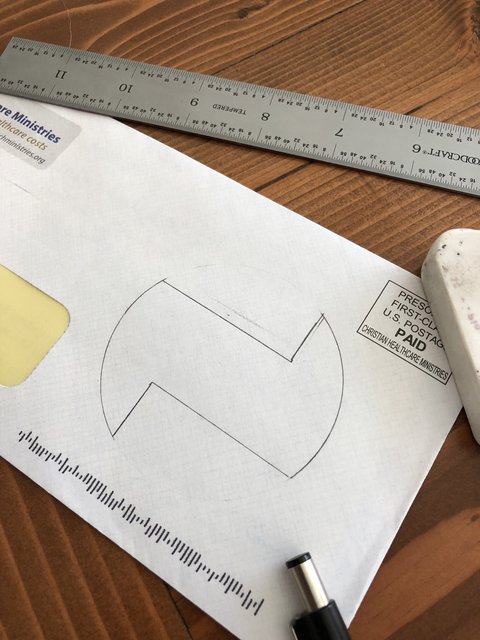
Good guess about that central support. On that same assumption I milled another blank, same slot profile, without the central support, and the warp was just as bad. I don't think how I support things while cutting is the problem. It may help minimize chatter for a cleaner finish, but the warp (I believe after digging around a bit) is the result of internal stresses released in the cold-rolled steel rod itself cut to an asymmetrical profile.
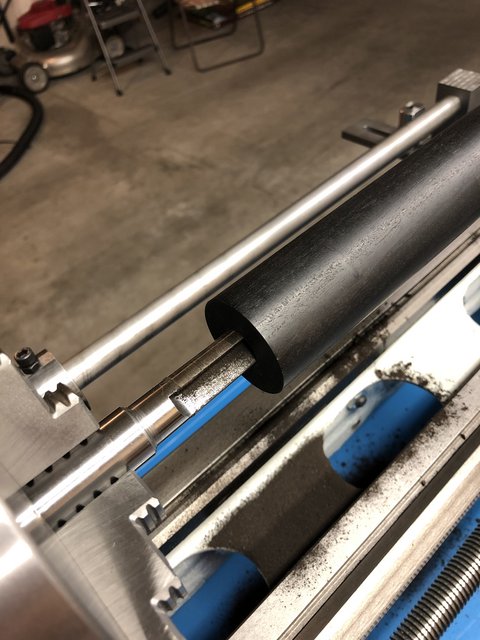
I'm going to put an indexing head on my lathe this weekend, cut two opposing slots, and report back with results.